5S : A Workplace Improvement Tool
5S : A Workplace Improvement Tool
The 5S is the methodology of creation and maintaining a well organized, clean, high effective, and high quality workplace. 5S is a fundamental tool for productivity improvement. 5S represents a way of eliminating eight wastes as defined by the lean manufacturing system. . 5S is a management tool from Japan. 5S is the acronym of 5 Japanese word as :
Seiri ( Sort)
Seiton ( Set in order )
Seiso ( Shine )
Seiketsu ( Standerdize )
Shitsuke ( Sustain )

5S is a method of creating a self sustaining culture which perpetuates a neat, clean, efficient workplace. It is a method for removing all excess materials and tools from the workplace and organizing the required items such that they are easy to find, use, and maintain.
“ It is all about having what you need to do your job when you need it; no more, no less.”
Objective of 5S Implementation :
Improves productivity
Reduces searching
Eliminates distractions
Reduces inventory and space
Tackles waste
Improves safety and ergonomics
Improves quality
Enhances self management
Seiri ( Sort )
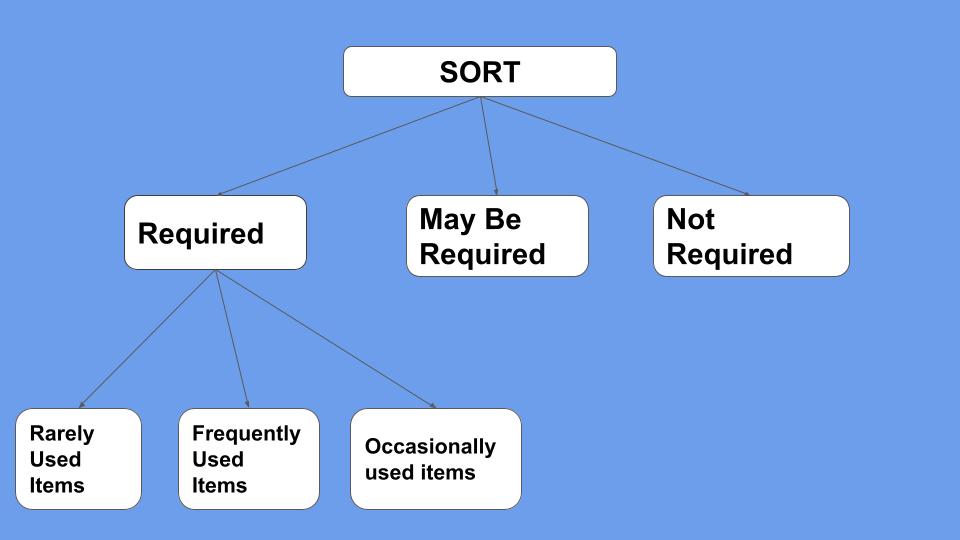
The First is related to workplace improvement and clutter reduction. For effective utilization sorting materials, materials are categorized into three category as:
Required
Not required
Might be required
Further we can classified required materials into three category as
Frequently required
Might be required
Rarely required
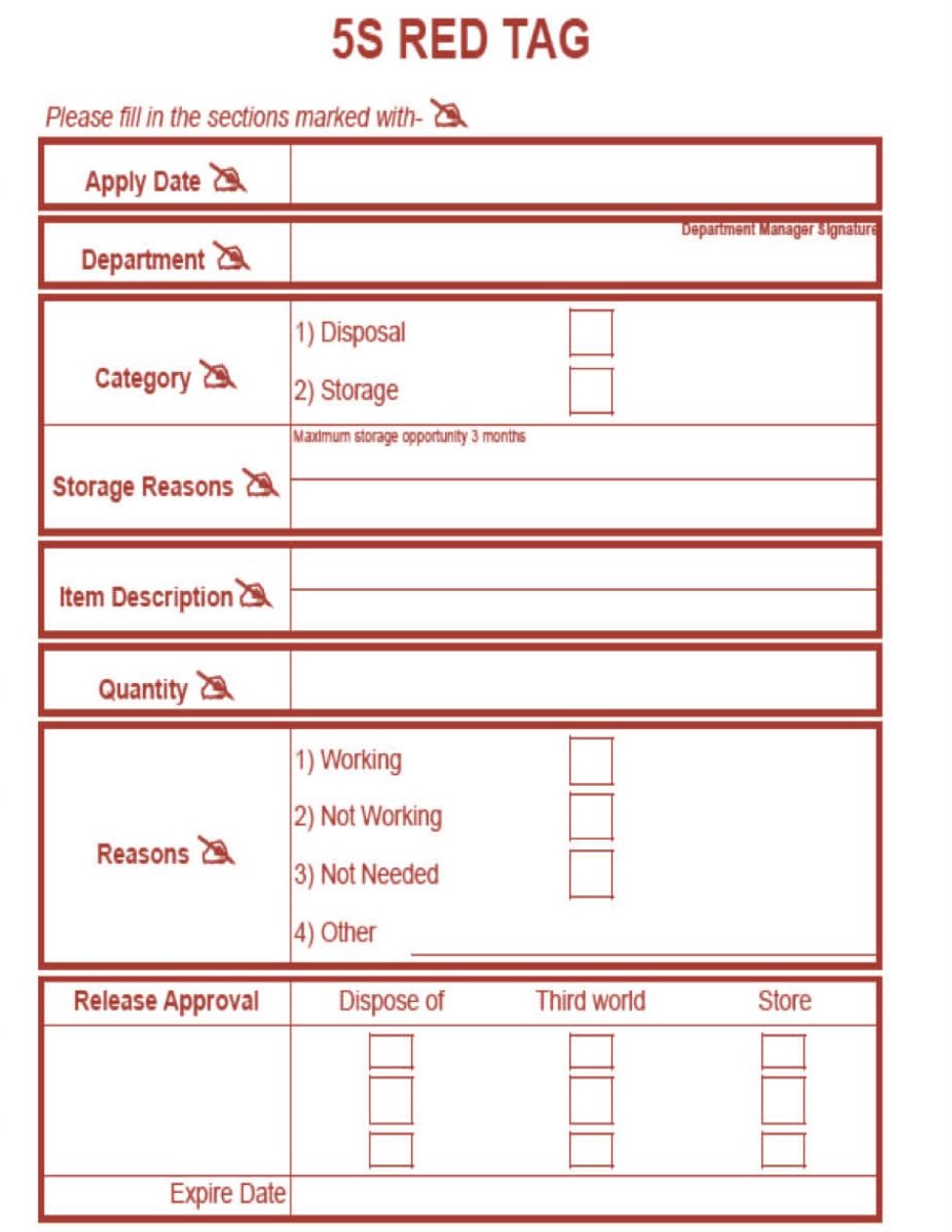
To distinguish between required and not required materials, a red tag is used. Red tag includes item description, category, reason of tagging, action to be taken and remarks.
Red Tag Method :
Labeling a red tag is a method of identifying and removing all excess / not required items from the workplace through the use of a red tag as a visual control. The red tag is used at sort phase of 5S. Red tagging system is helping us to answering questions such as :
What is this ?
Should I keep it ?
Should I store it ?
Should I dispose of it ?
Red tagged items are placed in a separate location called a red tag area. For a specified time period, red tagged items are placed in the red tag area. After that time period, materials are moved for disposal or for other departments.
Red tag Procedure
Identify unnecessary items - during identifying necessary or unnecessary items find out usage of items in the workplace area, the frequency of use, name of worker to use item, if item is rejected then reason of rejection.
Fill the red tag with all details.
Note down red tagged items into the red tag register. Mainly red tag number, who recorded the information and item details.
Move the red tag items into the red tag area.
After a specified date, move the items for disposal or to another department.
Red Tag Area :
Red tag area is the storage of red tagged items for their specified time period. Red tag area should be well maintained so that the improvement team can easily check out items and work on it.. List of red tagged items should be listed in a sheet and displayed at front so that anyone can easily find what is identified in the red tag area. Make someone responsible for the red tag area so that items can not easily be dumped.
Seiton ( Set In Order ) :
The second “S” stands for seiton ( set in order ). Set in order is about arranging necessary items in a systematic manner so that they can be easily retrieved for use and to return after use.

“ A Place for Everything, Everything at its place. “
In this stage, the materials which are sorted are assigned at its place. After Set in order, it is easy to store material and retrieve them which reduces searching time. The arrangement of items should be as that new person in this work area knows where these items belong ?

Image source (https://www.emscognito.co.uk/what-work-place-organisation-isnt#prettyPhoto)
Implementation of Set in order
Store items together if they are used together.
Same part number items should be at one location.
Store items in a sequence as they are used.
Store infrequently used items away from point of use.
The goal of set in order is to arrange all necessary items we sorted, into the most efficient place to get the work done.
3. Seiso ( Shine )
The third “S” stands for Seiso, which means Shine. During this stage all materials, machines, and equipment are cleaned. It is easy to find problems at the source of dirt. Regular cleaning at the workplace permits to identify and to eliminate sources of disorder and to maintain a clean workplace.
Motive of Shine :
Defects are easier to see in a clean environment.
Machines that are clean and maintained, work more efficiently and break down less.
The best time to find defects and safety problems is when you are cleaning your work area.
Implementing Shine :
Determine the shine targets
Set a schedule and assign individuals..
Create procedures for continued daily shine processes.
Set periodic machine inspection and maintenance targets.
To run everything smoothly, it is important to maintain at least 3 steps of 5S strategy.
4. Seiketsu ( Standerdize ) :
The fourth “S '' stands for Seiketsu which means Standerdize. During this stage, maintaining a high standard of workplace by keeping everything clean and orderly at all times. In other words, creating a consistent way of implementing the tasks that are performed on a daily basis including Sort, Set in order, and Shine.
“ Do the right things the right way, every time”
Benefits of standardization
Easier to train new employees
Less rooms for errors and scrap.
Work area is more organised.
Work area is safer.
Implementing Standardization
Integrate the benefits found through sort, set in order, and shine into the everyday work activity.
Make it a work culture.
It should be easily noticed when items are not in their place.
Keep it visual
All 5S activity should be scheduled at the frequency rate necessary to maintain a clean, orderly, and safe work environment.
Documents should exist to show how, where and when 5S activity takes place.
5. Shitsuke ( Sustain ) :
The fifth “S” stands for Shitsuke which means Sustain. Sustain is about the mental and physical disciplines required to maintain the other 4S items. Maintaining 5S through the use of routines, including self assessments, audits and checklists with the results visually displayed and regularly reviewed, makes our good habit at the shop floor to do work. Sustain involves making a habit of maintaining correct procedures.
To maintain all 4S, regular work instructions should be displayed on each machine so that it will be easy for new manpower to work in the industry to maintain discipline. It is necessary to work everyday for 5 to 10 min at the start and end of each shift to maintain 5S.
CONCLUSION
5S is an environmental management tool that is used to introduce good environmental management practice effectively to improve environmental performance continually. Sort helps to decide between used and not used items. Set in order reduces the time that personnel in the company need to search for tools and equipment. Shine made the working environment look better than the previous situation. Standardize and sustain are working for keeping all steps going forward. 5S practice in a company makes employees more self disciplined and leads to higher quality, productivity, reduces defects and rework, and more efficient utilization of space. In summary, the 5S management technique is one of the preliminary steps for an organization to practice Just in time ( JIT ), total productive maintenance ( TPM ), or total quality management ( TQM ) to meet the high standards of customer expectations.
Comments
Post a Comment